Modern industrial equipment operates under demanding conditions where proper lubrication is essential for maintaining efficiency, reducing wear, and preventing costly breakdowns. Whether in manufacturing, mining, construction, agriculture, or transportation, machinery relies on consistent lubrication to keep moving parts operating smoothly. Manual greasing has long been a standard maintenance practice, but it often results in inconsistent lubrication, increased labour costs, and unexpected equipment failures. This is why automatic grease systems have become an essential solution for industries seeking improved reliability, reduced downtime, and lower maintenance expenses.
This guide explains the different lubrication system types, their benefits, applications, and how to select the right centralized lubrication systems for your industrial equipment.
What Are Automatic Grease Systems?
Automatic grease systems are centralized lubrication solutions that automatically deliver the correct amount of grease to multiple lubrication points while machinery is operating.
Instead of relying on technicians to manually lubricate bearings, gears, chains, and moving components, an automatic system distributes lubricant at preset intervals, ensuring continuous protection.
A typical automatic grease system consists of:
- Grease reservoir
- Electric or hydraulic pump
- Controller or timer
- Distribution blocks
- Metering valves
- High-pressure grease lines
- Lubrication fittings
Together, these components provide consistent lubrication without interrupting equipment operation.
Why Proper Lubrication Matters
Industrial machinery experiences continuous friction between moving parts. Without adequate lubrication, excessive heat, wear, corrosion, and contamination can quickly reduce equipment performance.
Proper lubrication helps:
- Minimise friction
- Reduce metal-to-metal contact
- Extend bearing life
- Lower operating temperatures
- Improve equipment reliability
- Reduce energy consumption
- Prevent unexpected failures
Automatic lubrication systems ensure these benefits are achieved consistently.
Types of Automatic Lubrication Systems
Understanding the different lubrication system types helps businesses choose the best solution for their equipment.
1. Single-Line Lubrication Systems
Single-line systems use one main supply line to distribute grease to multiple lubrication points.
Best for:
- Small manufacturing plants
- Packaging equipment
- Agricultural machinery
- Light industrial equipment
Advantages
- Easy installation
- Cost-effective
- Simple maintenance
- Reliable operation
2. Dual-Line Lubrication Systems
Dual-line systems alternate between two main grease supply lines, allowing lubrication across larger industrial facilities.
Common applications
- Steel plants
- Cement plants
- Mining operations
- Heavy industrial equipment
Benefits
- Long-distance lubrication
- High-pressure capability
- Large number of lubrication points
- Excellent reliability
3. Progressive Lubrication Systems
Progressive systems use metering blocks that deliver grease sequentially to every lubrication point.
If one outlet becomes blocked, the system immediately indicates a problem.
Suitable for
- Construction equipment
- Mobile machinery
- Crushers
- Forestry equipment
Advantages
- Accurate grease distribution
- Easy fault detection
- Compact design
- High efficiency
4. Multi-Line Lubrication Systems
Each lubrication point receives grease through an individual pump outlet.
These systems are commonly used where lubrication requirements differ between components.
Applications
- Marine equipment
- Heavy presses
- Industrial production machinery
5. Oil and Grease Combination Systems
Some industrial machines require both grease and oil lubrication.
Combination systems automatically deliver the appropriate lubricant to different machine components.
Common industries include:
- Paper mills
- Textile manufacturing
- Food processing
- Power generation
What Are Centralized Lubrication Systems?
Centralized lubrication systems deliver lubricant from one central location to numerous lubrication points throughout the machine.
Instead of technicians manually greasing dozens of bearings, the system automatically performs the task.
Key advantages include:
- Reduced maintenance time
- Consistent lubrication
- Improved worker safety
- Lower grease consumption
- Extended equipment life
Large industrial facilities often depend on centralized systems to manage hundreds of lubrication points efficiently.
Benefits of Automatic Grease Systems
Improved Equipment Reliability
Consistent lubrication prevents premature wear and keeps equipment operating at peak performance.
Reduced Downtime
Equipment failures caused by poor lubrication often result in costly production interruptions.
Automatic lubrication significantly reduces unexpected breakdowns.
Longer Component Life
Proper lubrication protects:
- Bearings
- Bushings
- Chains
- Pins
- Rollers
- Gears
This reduces replacement costs over time.
Increased Workplace Safety
Manual lubrication often requires maintenance personnel to access dangerous or difficult-to-reach areas.
Automatic systems minimise exposure to hazardous equipment.
Lower Maintenance Costs
Automated lubrication reduces:
- Labour costs
- Grease waste
- Emergency repairs
- Equipment replacement expenses
Improved Productivity
Machines continue operating while lubrication occurs, eliminating unnecessary production stops.
Industries That Benefit from Automatic Grease Systems
Manufacturing
Production lines depend on reliable lubrication for continuous operation.
Mining
Mining equipment operates under harsh environments with heavy loads and contamination.
Automatic lubrication reduces wear and extends equipment life.
Construction
Excavators, bulldozers, loaders, and cranes require frequent lubrication.
Automatic grease systems improve productivity while reducing maintenance time.
Agriculture
Modern farming equipment operates long hours during planting and harvesting seasons.
Automated lubrication improves reliability during critical operations.
Transportation
Fleet operators use centralized lubrication systems for:
- Trucks
- Trailers
- Buses
- Waste collection vehicles
How to Choose the Right Automatic Grease System
Selecting the right lubrication solution depends on several factors.
1. Equipment Type
Different machinery requires different lubrication methods.
Consider:
- Stationary equipment
- Mobile equipment
- Heavy machinery
- Automated production systems
2. Number of Lubrication Points
Count every lubrication point requiring grease.
Large systems often benefit from dual-line or progressive systems.
3. Operating Environment
Environmental conditions affect lubrication performance.
Consider:
- Dust
- Water exposure
- High temperatures
- Cold climates
- Heavy vibration
4. Grease Type
Choose lubricants compatible with equipment specifications.
Incorrect grease can reduce performance and damage components.
5. Maintenance Requirements
Evaluate:
- Ease of servicing
- Reservoir capacity
- Monitoring systems
- Diagnostic capabilities
6. Future Expansion
Select systems that allow additional lubrication points as equipment grows.
Common Lubrication Mistakes to Avoid
Many equipment failures result from improper lubrication practices.
Avoid:
- Over-greasing bearings
- Under-lubrication
- Mixing incompatible greases
- Ignoring maintenance schedules
- Using contaminated grease
- Skipping inspections
Automatic systems help eliminate many of these common errors.
Best Practices for Equipment Maintenance
Effective equipment maintenance goes beyond lubrication alone.
For maximum reliability:
- Inspect lubrication lines regularly.
- Monitor grease consumption.
- Keep reservoirs clean.
- Replace damaged fittings promptly.
- Use manufacturer-approved lubricants.
- Train maintenance personnel.
- Maintain service records.
- Perform periodic system inspections.
These practices maximise the return on investment from automatic lubrication systems.
Why Industrial Lubrication Solutions Matter
Modern industrial lubrication solutions play a critical role in predictive maintenance strategies.
Advanced lubrication systems help organisations:
- Improve machine availability
- Reduce operating costs
- Increase production efficiency
- Extend equipment lifespan
- Support sustainability goals through reduced lubricant waste
Investing in the right lubrication system contributes directly to long-term operational success.
Future Trends in Automatic Lubrication
Technology continues to improve industrial lubrication systems.
Emerging innovations include:
- IoT-enabled lubrication monitoring
- Wireless grease level sensors
- Predictive maintenance integration
- Smart controllers
- Cloud-based diagnostics
- Automated maintenance reporting
These technologies allow maintenance teams to monitor lubrication performance in real time and prevent failures before they occur.
Frequently Asked Questions
What are automatic grease systems?
Automatic grease systems are lubrication solutions that automatically supply grease to multiple machine components at scheduled intervals without manual intervention.
Which industries use centralized lubrication systems?
Manufacturing, mining, construction, agriculture, transportation, marine, steel production, cement plants, and power generation industries commonly use centralized lubrication systems.
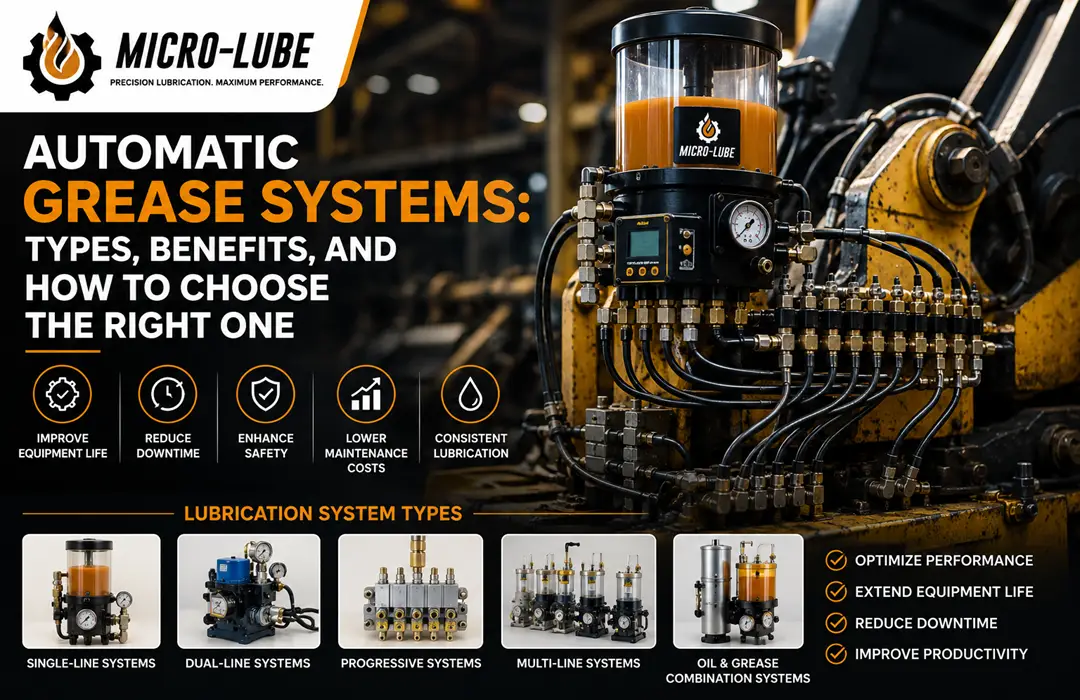
What are the main lubrication system types?
The most common lubrication system types include single-line, dual-line, progressive, multi-line, and oil-and-grease combination systems.
How do automatic grease systems improve equipment maintenance?
They reduce manual labour, provide consistent lubrication, minimise equipment wear, reduce downtime, and extend component life.
Can automatic grease systems reduce operating costs?
Yes. By preventing premature component failure, reducing lubricant waste, and minimising downtime, automatic grease systems help lower maintenance and operating costs.
Conclusion
As industrial equipment becomes more advanced, efficient lubrication is no longer optional—it is a key part of maintaining productivity, reliability, and long-term performance. Automatic grease systems provide a smarter alternative to manual lubrication by delivering the right amount of grease at the right time, helping reduce wear, prevent breakdowns, and improve equipment efficiency. From understanding different lubrication system types to selecting the most suitable centralized lubrication systems, businesses can make informed decisions that support safer operations and lower maintenance costs.
Contact Micro-Lube today to learn how our advanced lubrication systems can improve equipment reliability, extend machinery life, and keep your business running efficiently across industrial applications.








